Wire drawing and Cable Extrusion: Process and Quality Control
FIND OUT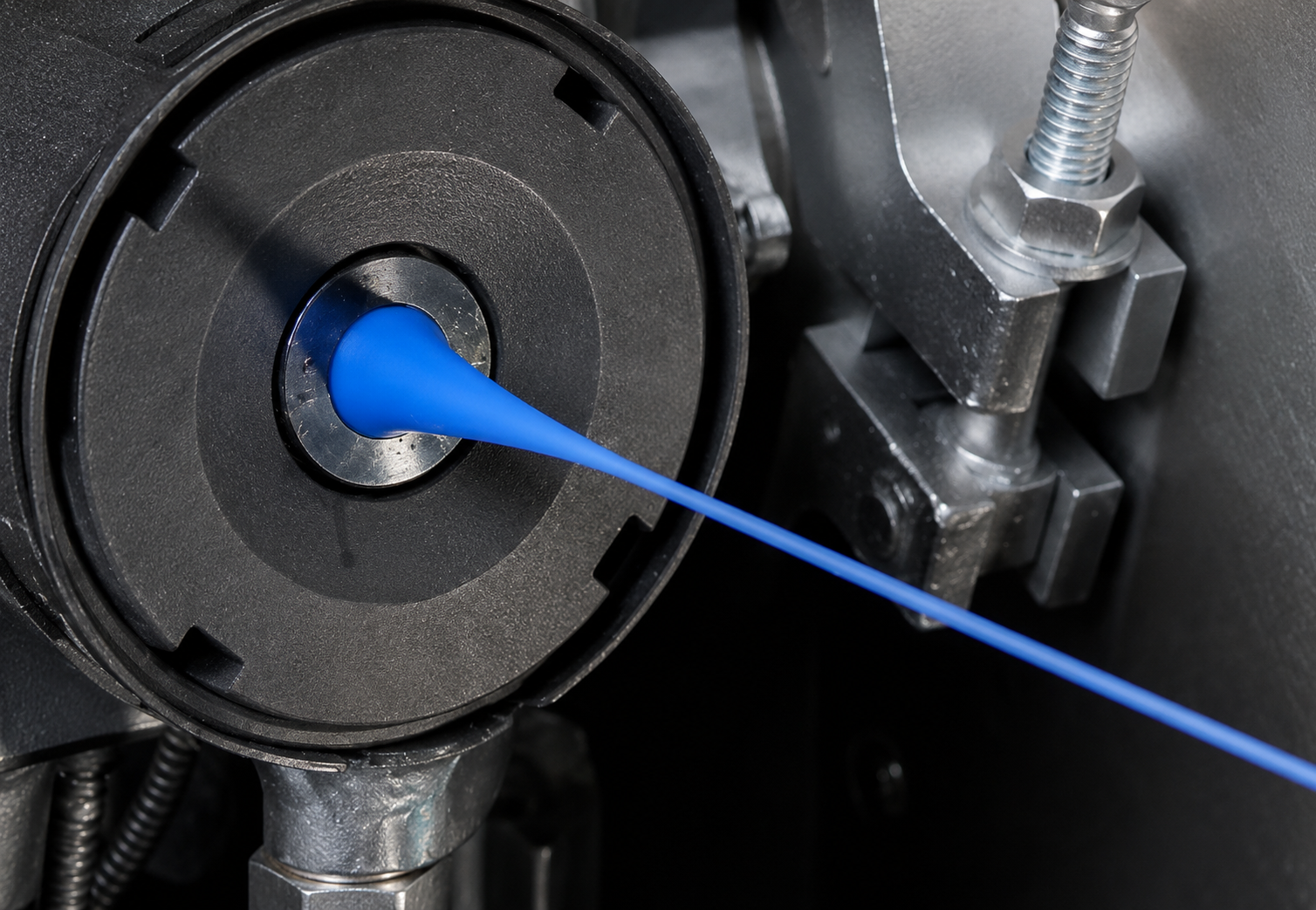
Extrusion is a manufacturing process used to create products with a continuous cross sectional profile. In cable production, extrusion is primarily used to apply insulation and protective sheathing around conductors, helping improve durability, electrical performance and resistance to environmental conditions.
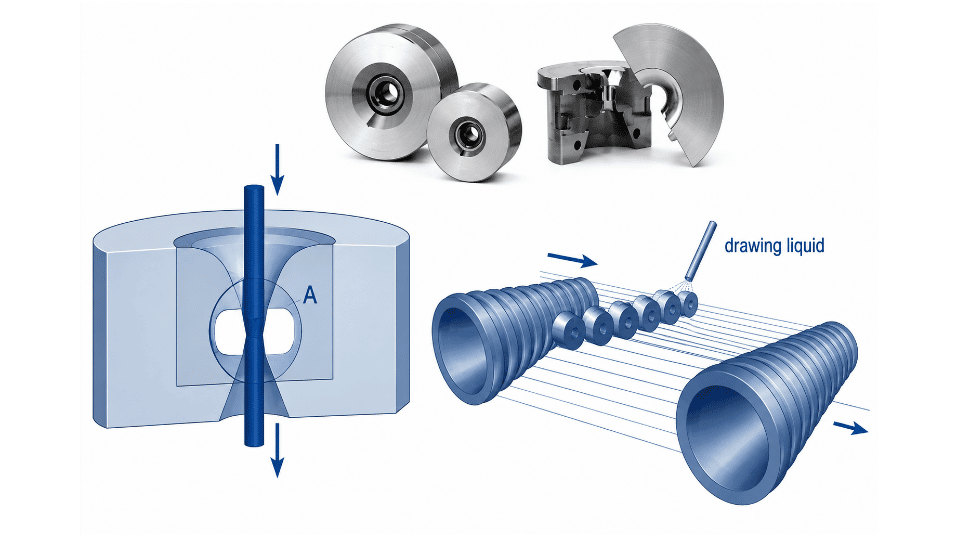
Drawing is a related process that reduces the diameter of a wire by pulling material through a die. Drawing is commonly used to manufacture wires with precise dimensions before the extrusion stage. Together, drawing and extrusion play a key role in modern wire and cable production.
Common Wire and Cable Extrusion Processes
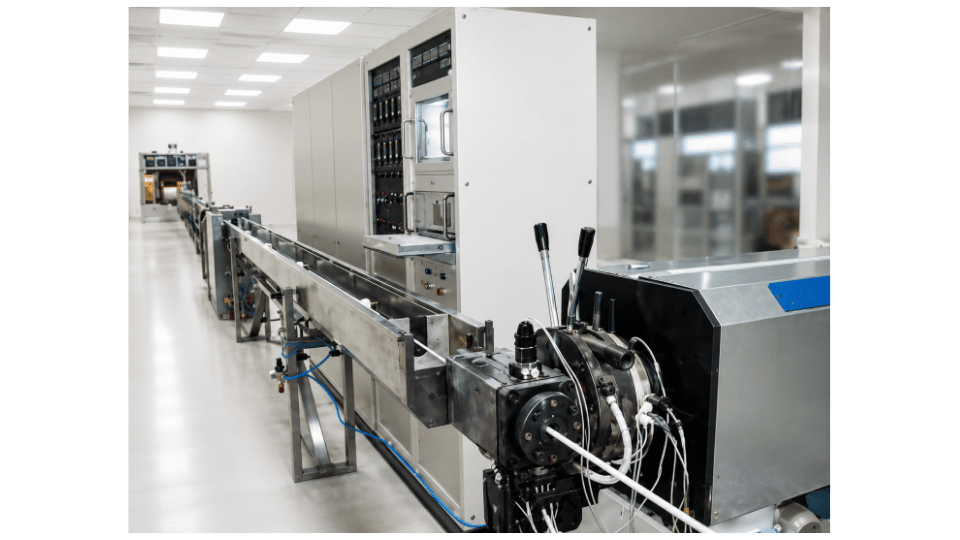
Wire drawing and cable extrusion transforms raw materials into finished or semi-finished products by forcing material through a die/extrusion head. Depending on the final application, manufacturers use thermoplastic, thermosetting or rubber-based compounds during extrusion.
Maintaining stable processing conditions is essential to ensure consistent product quality. Factors such as temperature, pressure, material flow and die condition can all influence the final geometry of the extruded product.
Extrusion Quality Control
To achieve high quality wire, cable and tube production, manufacturers must continuously monitor dimensional characteristics throughout the process.
For cables, the common extrusion defects include:
• Diameter variations
• Ovality issues
• Uneven wall thickness
• Surface defects
• Lump and neck defects
• Concentricity problems
These defects can affect product performance, increase material waste and lead to non-conformities during quality inspections.
Why Inline Diameter Measurement Matters
Maintaining consistent diameter and ovality is essential to ensure product quality and compliance with customer specifications. Real-time measurement systems allow manufacturers to detect process deviations immediately, reduce material waste and optimize production efficiency. Continuous monitoring also helps identify diameter variations and surface defects before they impact the final product.
Key Parameters to Monitor During Production
• Diameter consistency throughout the production process
• Ovality control for improved product geometry
• Detection of lump and neck defects
• Process stability on high-speed production lines
• Reduction of scrap and quality related costs
Diameter Measurement and Defect Detection Solutions
Modern measurement systems provide continuous monitoring of extruded products directly on the production line. CERSA MCI's DLN solution combines diameter measurement, ovality control and defect detection in a single system with 3 axes. Designed for demanding wire, cable and tube applications, it enables manufacturers to improve process stability, reduce waste and maintain high-quality standards even on high-speed production lines.
Related Measurement Solutions
Learn more about our DLN diameter measurement solutions
Explore our wire, cable and tube measurement solutions
Contact our team to find the best measurement solution for your application
For fine wire drawing applications, discover our dedicated LDS diameter measurement systems:
Our articles related
.jpg)
Contact the company CERSA MCI
Do you have a specific control and measurement need?
Are you looking for a high-performance control device?
You wish to request one of our services?